Skip to content
Skip to content 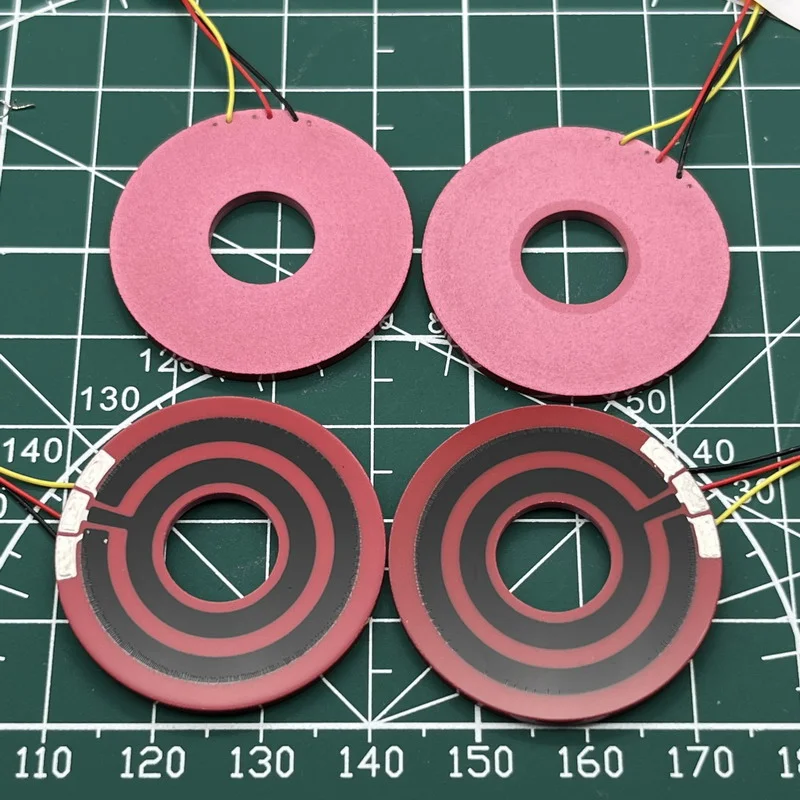
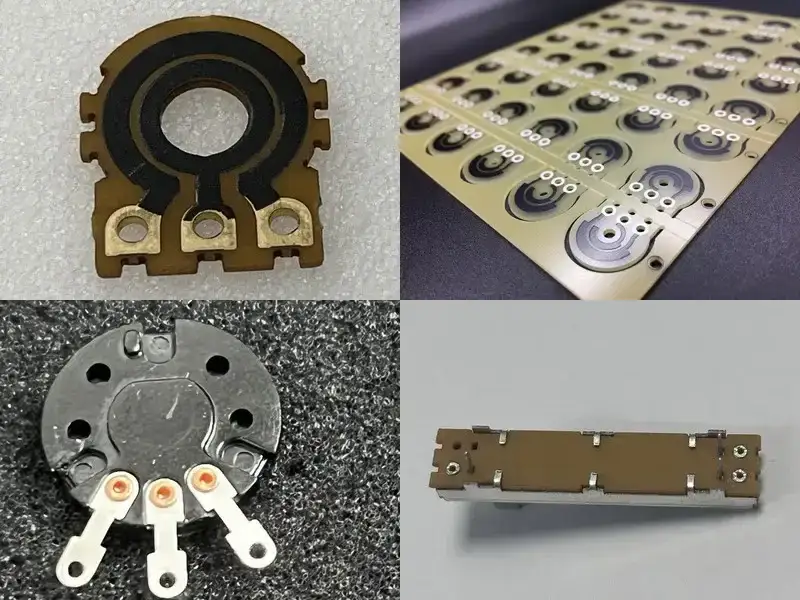
The image shows the front view, back view, and wiring layout of a 6915 conductive plastic resistive element.
This article mainly discusses the substrate manufacturing methods of conductive plastic resistive elements used inside potentiometers.
Introduction
Recently, an old customer raised the substrate requirements for conductive plastic elements when discussing with me.
First, let me say a few words about this customer. He may be the person with the highest attention to detail that I have ever met.
On the basis that the performance of our resistive elements already met the requirement, he asked that the lead wire could not be fixed by riveting, could not be sealed with glue, and he also had requirements for the height of the connection point, the wire end, and other details. Step by step, we improved by following his requests until we reached the current level. I sincerely thank him. Every time he gives us higher requirements, it means progress in NOL’s design and processing solutions. I hope that one day he will read this article and know that I am writing about him.
His requirement actually sounds very simple: the color on both sides should be the same.
In the past, I did not pay special attention to the processing method of the back side of the substrate. After all, it is the back side, and it does not directly affect the performance in use. By comparison, we usually care more about the front side, which is the working side, especially its flatness, because it directly affects the following process and test results.
But after really checking this issue in detail this time, I realized that once the substrate manufacturing method changes, what changes is not only the mold itself, but also the later production rhythm, the demolding method, the yield rate, the lead time, and even the adjustment room at the sample stage.
I am recording these points not only for my customer to read, but also in the hope that more engineers can see them and better understand this part of the cost structure.
1)A Direct Comparison: How the Manufacturing Route Changes After Higher Back-Side Requirements
To make this change easier to see, I put the conventional route and the new route under the higher back-side requirement into one comparison table.
| Comparison Item | Conventional Single-Side Control Route | Double-Side Control Route After Higher Back-Side Requirements |
|---|---|---|
| Working Side Requirement | Main control is focused on the front working side | Both front and back sides need to be controlled |
| Back-Side Requirement | Lower requirement on the back side, later machining correction is acceptable | Higher requirement for back-side color and flatness |
| Mold Complexity | Relatively simple | More complex |
| Mold Cost | Moderate | Clearly higher |
| Thickness Control Method | Corrected by later machining | More dependent on direct mold forming |
| Later Adjustment Room | Relatively large | Almost no adjustment room unless the mold is modified |
| Demolding Method | The mold can be opened earlier without full cooling | Usually needs more complete cooling before opening the mold |
| Production Efficiency | Higher | About half of the original level |
| Lead Time (1,000 pcs) | About 90 days | About 135 days |
| Cost at Substrate Stage | Moderate | Estimated to increase by about 30% |
| Yield Risk | Relatively easier to control | Higher risk of increased defect rate |
| Suitable Situation | More focused on performance and cost control | More focused on double-side appearance and consistency |
2) Why the normal single-side control route is easier for cost control
In conductive plastic substrate processing, one common method is actually very practical:
The working side is the main controlled side, while the back side is not given too many strict requirements, and the thickness and flatness can be corrected later by machining.
This route is common because in many cases it is indeed more reasonable.
First, it puts the precision on the side that is truly critical.
For potentiometers or related resistive elements, the side that truly affects contact, output, life, and stability is usually still the working side. Whether it is the later attachment of carbon film or silver film, or the performance testing, the main focus is basically on the front side.
Second, this method actually lowers the requirement for the mold itself.
The mold does not need to achieve very high consistency on both sides. For the manufacturing side, this means a simpler mold structure and lower mold cost.
Third, this route is usually better for production efficiency.
There is no need to wait until both sides reach the best condition before demolding. As long as the key side meets the requirement, the mold can be opened at the proper time, so the material can release heat quickly and enter the next production cycle.
For front-line production, this difference is very real. If the mold opening rhythm is a little faster, production efficiency will be much higher.
Fourth, if the thickness size is not suitable later, either in samples or even in mass production, there is still room for adjustment.

As shown in the figure, the back side of this small conductive plastic element can include a recessed or raised feature for later assembly or positioning.
Some projects may even have special installation requirements, for example, the back side may need a recess or a raised area. In this case, later machining is actually more flexible and easier to handle.
In general, we may even leave a little extra thickness, for example making it 1–2 mm thicker first, and then finishing the final size later by machining.
So from the cost control point of view, focusing on the working side and leaving the back side for later machining is not simply about saving some mold cost.
What it really saves is manufacturing difficulty, production efficiency, abnormal cost, and later adjustment cost.
3) Why the cost logic changes once the customer asks for both sides to be consistent
This time, the customer asked that both the flatness and the color of the front and back sides should be as consistent as possible, and this is exactly where the issue starts.
Once both sides need to be controlled, much of the room that could originally be compensated by later machining is moved forward to the mold and forming stage.
First, the mold itself becomes more complex.
Before, a normal single-side mold mainly focused on the working side. But now, if both sides need to be as flat as possible and the color performance also needs to be as consistent as possible, then the mold must keep the forming condition of both sides more balanced.
This actually means higher control requirements for the mold, so the mold cost will naturally rise.
Second, the demolding rhythm will become obviously slower.
Under the normal method before, the mold could be opened earlier before the material was fully cooled, so the product could release heat and move faster to the next cycle.
But if we now want to keep the flatness of both sides more stable, we usually need to wait until the material is cooled more fully before demolding. To put it simply, we can no longer open it when it is “almost okay” like before. We need to wait until it is fully cooled and then open it.
This may sound like just waiting a little longer, but it has a big impact on production.Because once the molding cycle for each piece becomes longer, the rhythm of the whole production line will slow down.
The result we checked this time was also very direct:
The overall production efficiency is only about half of what it was before.
If we convert this into lead time, the difference becomes even clearer.
Before, under the normal route, about 1,000 pieces needed around 90 days. If we change to the current double-side control route with higher requirements, the estimated lead time will be around 135 days.
What the customer may see is only 45 more days, but what we see is that the whole mold cycle turnover, cooling rhythm, and abnormal control difficulty have all changed.
Also, the cost increase is not only in the mold cost.
This time, the preliminary estimate for the new double-side mold is about RMB 26,000. But this is only the cost of making the mold. If we really calculate further, the cost is expected to increase by about 30% at the substrate production stage alone.
This 30% does not come from nowhere. It builds up little by little after the production rhythm slows down, the output under the same labor time becomes lower, and the defect rate becomes higher.
4) Why the thickness tolerance must be confirmed in advance
As mentioned earlier, under the normal route before, the thickness was often ensured by later machining.
But if we change to full mold forming, then the thickness dimension and its plus/minus tolerance range must be confirmed as clearly as possible before mold making.
If we wait until the mold is finished and then try to adjust it, it will indeed waste both money and time.
From a manufacturer’s point of view, the most troublesome part of this kind of issue is not that it cannot be changed, but that changing it is very wasteful.
What is wasted is not only time, but also trial-and-error cost, production scheduling resources, and a series of related costs afterward.
So now I am more and more inclined to explain this point clearly to the customer in advance:
If you want more dimensions and appearance results to be completed in one step at the forming stage, then you must accept one reality: many tolerances and details need to be fixed more strictly at the early stage. If they are not clearly fixed in the beginning, it is easy to pay a bigger price later to make up for them.
5) Final thoughts
It is absolutely reasonable to have higher requirements for the product. For example, a wider temperature drift requirement, a longer life, or a finer linearity requirement can all help the product get better performance in actual use, and I can fully understand that.
But if it is only for the back-side appearance that cannot be seen during use, and this clearly increases the manufacturing cost, I still find it hard to fully agree with it.
While writing this article, I am still communicating with him. Of course, I cannot educate the customer. I can only tell him, from a professional point of view, the approximate extra cost and production time that will be needed.
Maybe some people will say: if he is willing to pay, why think so much?
But from the point of view of factory work and project communication, my feeling is that I know this requirement will not directly improve the performance in use, yet I still have to watch the customer pay more for it. That does make me feel a little uncomfortable.